Weld Traceability 101: What It Is, What It Requires, and Why It Matters
Weld traceability is a requirement on most code-governed fabrication projects. It shows up in quality plans, contract specifications, and third-party inspection requirements. It is one of the things that gets checked at audit.
But "traceability" is one of those words that gets used without a lot of precision. Different people mean different things when they say a project has traceability. Some teams meet the requirement by the letter. Others meet it in spirit. Many meet it on paper while assuming that if something is ever audited, they will have enough to reconstruct what they need.
This post covers what weld traceability actually means — the specific data it requires, why it is needed, and what the gap looks like between what is documented and what is actually traceable.
Why traceability exists: you cannot destroy every production weld
The starting point for understanding weld traceability is a constraint of physics, not paperwork.
To know whether a weld joint is sound, the most direct test is destructive examination — cut out a sample, bend it, tensile-test it, examine the fracture surface. That tells you whether the fusion, heat input, and filler combination actually produced a joint that meets the mechanical requirements.
You cannot do that on every weld in a fabricated piping system or structure. The weld is the product. Cutting it apart to prove it works destroys the thing you are trying to deliver.
The industry solves this in two linked steps:
1. Qualify the process before production (destructive testing, once).
Before fabrication starts, a test weld is made under controlled conditions and subjected to mechanical testing. The result is a Procedure Qualification Record (PQR) — evidence that a specific combination of process, filler, heat input, preheat, and joint geometry produces acceptable results.
That qualified recipe becomes the Welding Procedure Specification (WPS) — the approved instruction set for production welding. Under ASME Section IX, welders are also qualified (or re-qualified) against those essential variables before they work on code-governed joints.
The logic: if production welding stays within the qualified parameters, and the welder is qualified to those parameters, you have a repeatable basis for confidence without cutting apart every joint on the job.
2. Control production and examine without destroying (non-destructive testing + records).
On the actual project, you still need assurance that each weld was:
- Made by a qualified welder
- Made under the correct, current WPS
- Free of rejectable defects that qualification alone cannot prevent — porosity, lack of fusion, cracks, misalignment, wrong filler, skipped preheat
That is where visual examination (VT) and non-destructive examination (NDE) — RT, UT, MT, PT, and others — come in. They look for defects without destroying the joint.
Traceability is the documentation chain that connects those two worlds: the qualified procedure and welder on one side, and the specific production weld with its examination results on the other. Without that chain, you cannot demonstrate that a weld in service was made within the qualified envelope and inspected to the required standard.
Standards govern what must be tracked — and how much
Weld traceability is not one universal checklist. International codes and standards define what must be recorded, examined, and retained — and the depth of that requirement changes with the application.
On a live project, the governing document is usually a combination of:
- The construction code (what the piping, vessel, or structure must comply with)
- The qualification standard (how WPS and welders are qualified)
- The contract / ITP (client or owner additions on top of the code)
- Sometimes a quality system standard (how the fabricator runs welding as a controlled process)
Common examples:
| Standard / code family | Typical application | What traceability usually covers |
|---|---|---|
| ASME B31.3 | Process piping | Unique weld ID, welder, WPS, VT/NDE results, PWHT where required; records retained per code |
| ASME B31.1 | Power piping | Similar joint-level records; examination rules differ by service |
| ASME Section IX | WPS / welder qualification | PQR, WPS, WPQ continuity — the upstream basis for production traceability |
| ISO 3834 (e.g. Part 2) | Welding quality management | Broader QMS: personnel, equipment, materials, consumables, inspection records across the weld lifecycle |
| DNV / offshore class rules | Marine & energy structures | Project-specific traceability aligned with class and client specs — often ISO 3834-based |
| AWS D1.1 | Structural steel | Weld ID, WPS, welder, inspection, NDT per joint category and criticality |
| EN 1090 | CE-marked steel structures | Execution class (EXC 1–4) scales mandatory traceability depth |
The same fabricator may need a light register on one job and a full audit-grade package on another — not because traceability is optional, but because the risk category and governing standard are different.
Parameters that change the traceability burden
Standards do not ask for the same evidence on every weld. The required depth depends on variables such as:
Fluid service / design conditions (piping). Under ASME B31.3, category of fluid service, design temperature and pressure, and whether conditions are severe cyclic or high pressure drive how much NDE is required and how records are maintained. A Category D line and a severe cyclic hydrogen service line do not carry the same examination matrix.
Joint type and geometry. Butt welds, socket welds, branch connections, and attachment welds may fall under different WPS coverage, examination methods, and acceptance criteria.
Material group and thickness. Qualification ranges, preheat/PWHT requirements, and NDT method selection often follow P-Number, thickness, and diameter brackets defined in the WPS and the code.
Fabrication location. Shop vs field welds frequently carry independent NDT percentages — the same method can apply twice with separate sampling rules.
Execution class / criticality (structures). Under EN 1090 or similar frameworks, EXC 1 work may require basic VT records while EXC 3–4 demands full material, consumable, and examination traceability per joint.
Client and project overlays. EPC contracts, owner specifications, and ITP hold points can add fields beyond the code minimum — PMI, hardness testing, third-party witness points, longer record retention.
The practical takeaway: traceability is always about proving compliance, but "compliance" is defined by the standard and the job parameters. Your weld register must be designed (or adapted) to capture what that specific project requires — not a generic column set copied from the last job.
What weld traceability means
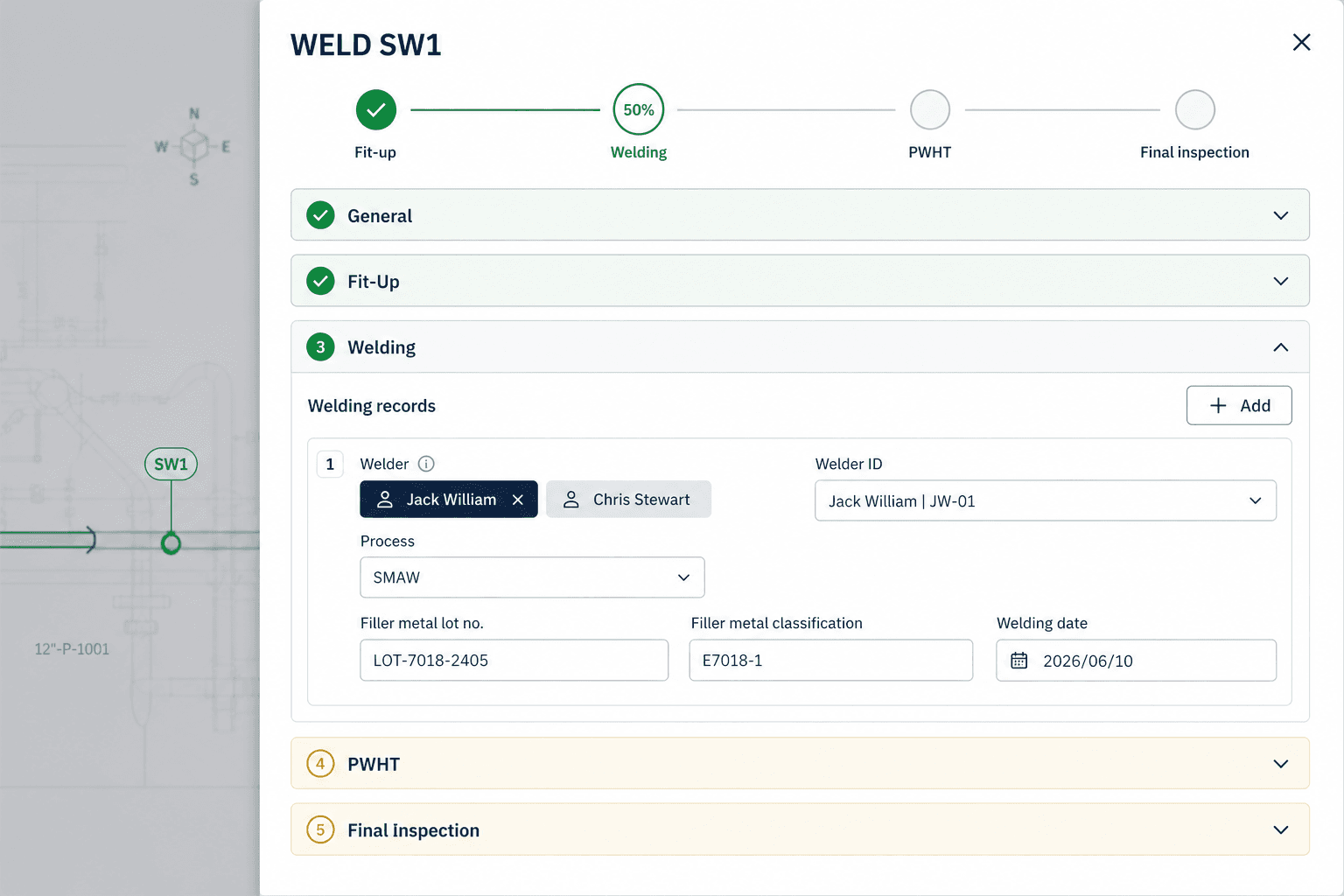
Weld traceability is the ability to trace any weld on a fabricated assembly back to:
- The welder who made it — identified by welder ID and linked to a current qualification record (WQTR)
- The welding procedure used — the approved WPS that governed the joint
- The inspection record — visual inspection result, any NDT performed, the result, and the date
- The repair history — if the weld was rejected and repaired, the full repair record including repair weld number, re-weld data, and retest result
Together, these records provide documented evidence that the weld was performed by a qualified welder, using an approved procedure, inspected to the required standard, and that any non-conformances were identified and resolved.
This is what a client or owner requests when they ask for "traceability documentation" at project handover. It is what an auditor checks when they pull a random weld from a completed spool and ask for its history.
| Record element | Minimum question it must answer |
|---|---|
| Weld ID | Which joint on which drawing/spool? |
| Welder | Who made it, and were they qualified at the time? |
| WPS | Which approved procedure governed the joint? |
| Inspection | What was examined, when, and with what result? |
| Repair | If rejected, what happened next — cut-out, re-weld, retest? |
Why weld traceability is required on every project
Even when you understand the qualification logic above, traceability still matters on the job itself for two practical reasons.
Failure investigation. If a weld fails in service — a pressure leak, a fatigue crack, a catastrophic failure — the investigation needs to determine whether the failure was due to a manufacturing defect, a material issue, or an in-service loading condition. Traceability records connect the failed joint back to how it was made and what was found at examination.
Audit and release. Third-party inspections, client audits, and regulatory reviews pull sample welds and verify that the documentation chain is complete. An incomplete register is a finding — and on code-governed work, findings block release or turnover.
The amount of evidence you need to survive those reviews scales with the standard and parameters in the previous section. A small-bore utility spool and a high-pressure cyclic service line are both "traceable" — but not to the same depth.
What traceability requires in practice
Meeting a traceability requirement is not the same as having a spreadsheet. The spreadsheet is the container. Traceability depends on the data in it.
Specifically, for every weld, you need:
Weld identification that ties back to the drawing. The weld number must be traceable to an isometric drawing reference — which drawing, which spool, which joint. "Weld 47" is not traceable if there is no isometric that shows where weld 47 is.
Welder identity and qualification. Welder ID alone is not enough if qualification records are not maintained. Traceability requires that the welder was qualified at the time they made the weld — not just that their name is on the register.
WPS reference that has been approved. The WPS number must link to an approved document. If the WPS was revised during the project, the right revision needs to be on the weld record. WPS assignment and traceability is a common point where the documentation chain breaks down in practice.
Inspection dates and results — not just pass/fail. A weld register that says "VT: Pass" with no date, no inspector ID, and no reference to which inspection code governed the examination is technically incomplete. Whether that matters depends on the contract — but for higher criticality work, it often does.
NDT records tied to the weld, not filed separately. Radiographic films, UT scan records, and MT reports stored separately from the weld register are only as good as the filing system that connects them. If the film is in a box and the register is in a folder with no reliable reference between them, the chain of custody is broken. See NDT tracking for pipe fabrication.
Repair records that trace back to the original weld. A repair weld should be traceable both as a weld in its own right and as a repair of a specific original weld. Repair lineage is one of the most frequent gaps in weld registers at handover.
Where traceability usually breaks down
Most weld registers that fail audit are not missing all of the information. They are missing specific pieces — and the gaps are usually in the same places.
Late data entry. Weld data entered after the fact — at the end of the week rather than the day of the weld — is more likely to have errors. Dates are approximated. Welder IDs are pulled from memory. NDT results that "should be in here somewhere" get entered as "pass" because nobody wants to go looking for the original report.
Repair records not connected to originals. Repairs get entered as new weld numbers with no reference to the weld they are repairing. The register looks complete, but the failure-repair chain is invisible.
NDT records in a separate system. The NDT contractor maintains their own records. The fabrication shop has the weld register. At handover, someone has to reconcile them — and it never gets done as cleanly as intended.
Missing drawing references. Weld numbers that exist in the register but cannot be located on any isometric. Common on long projects where drawings were revised and the register was not updated to match.
How to maintain weld traceability on an active project
The teams that maintain complete traceability through a live project are not doing something exotic. They use a system that makes it easy to enter data correctly and hard to skip steps.
That usually means:
- Data entry happens at the point of work, not at the end of shift
- Each weld entry is connected to a drawing reference automatically (not manually)
- NDT requirements are set per weld at the time the weld is entered, so nothing gets missed
- Repairs are logged against the original weld, not as separate entries
- The register can be exported in its complete state at any time, not reconstructed at project close
MapWeld is built around these requirements. The drawing is the capture surface — weld data is entered directly on the isometric, so every entry automatically has a drawing reference. NDT requirements are assigned per system and resolved per weld. Repairs stay attached to the original. The export is always ready.
See how weld traceability works in MapWeld →
The bottom line on traceability
Weld traceability exists because production welds cannot be destructively tested — qualification proves the process upfront, and examination plus records prove each joint was made and inspected correctly. How much you must record is not arbitrary: it follows from the governing standard, fluid service, joint criticality, and contract.
A register with gaps, late entries, and missing repair records is documentation — but it is not traceability. The projects that hand over clean packages at close chose a capture method that matched their project's required depth from day one, not a generic spreadsheet they hoped would be enough at audit.
Have questions about traceability requirements for a specific code or contract? Email hello@mapweld.app — we are happy to work through it.